不锈钢全焊风管制作过程技术交底
今天来说下不锈钢全焊风管制作流程
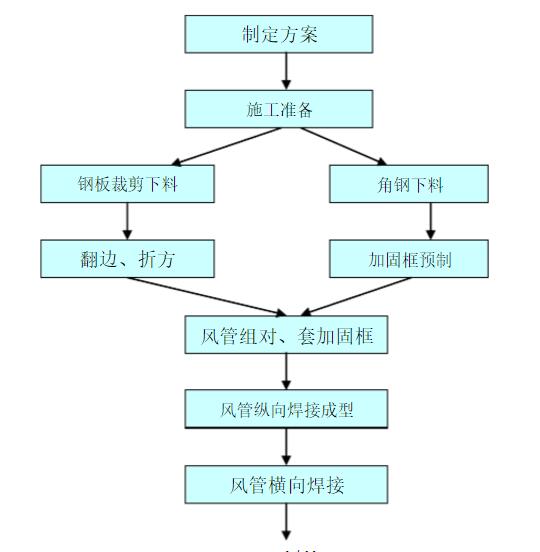
1、首先,制定方案、施工准备
通过对图纸熟悉、规范等技术资料的熟知,编制并组织方案。主要抓住两点,第一,确定风管横向连接时采用翻边对接焊,翻边尺寸为15mm,第二确定不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加固相结合的方法。
2、然后,钢板裁剪下料
按照市场上标准不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的可操作性,根据风管规格,将钢板分成两段下料。比如1000 mm×800 mm的风管,风管周长为3600mm,下料成两块尺寸为1800 mm×1210 mm的板材。
3、第三步,便是翻边、折方
按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出,翻边之后风管每节的长度为(1210-150×2)mm = 1180mm,然后再按照风管边长折方。
4、第四步,同步进行角钢下料、加固框预制
提前确定风管加固框所使用的角钢规格为∠30×30×3。按照风管的规格尺寸,对不锈钢角钢下料,电焊焊接。
5、最后一步,进入 风管组对、套加固框阶段
下好料后将两块不锈钢板组对好,在焊接之前将已经制作好的加固框套在组对好的风管上
厦门森为拥有各类专业技术人员和专业的销售团队,对大型项目的操作都相当熟练,多年来公司不断开拓经营市场,提高企业的竞争能力,充分发挥大企业的技术,管理优势,不断推出新的产品和技术,为广大客户提供管道及配件的全套解决方案。
